

Estruturas mais resistentes e dinâmicas, geralmente vistas em galpões ou grandes construções,...
- Avenida Amadeu Poli, 60 - Parque Novo Mundo - São Paulo - SP
- vendas@tubonasa.com.br
Segunda a Quinta das 8h às 18h
Sexta das 8h às 17h - (11) 2954-0299
Sexta das 8h às 17h - (11) 2954-0299
Notícias / Avaliação de propriedades mecânicas de tubos de aço estrutural curvados

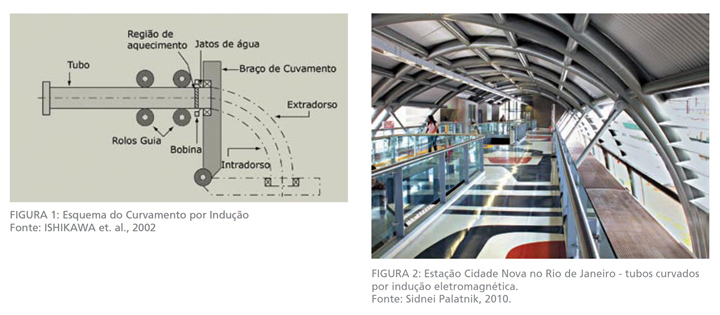 A figura 1 apresenta o desenho esquemático do curvamento por indução eletromagnética tanto para perfis com seções circulares como perfis com seções retangulares.
figura 2 é a foto de uma estrutura tubular curvada por indução eletromagnética aplicada na construção da estação de metrô Cidade Nova, na cidade do Rio de Janeiro.
Em um de seus trabalhos Meireles (2009) comenta sobre algumas variáveis que podem influenciar as propriedades de um tubo curvado e as condições de curvamento: dimensão do tubo reto, diâmetro, espessura, raio de curvamento, velocidade de curvamento, temperatura de curvamento, velocidade de resfriamento e composição química do aço. Essas variáveis interferem diretamente no surgimento de diferentes fases na microestrutura do material.
Propriedades mecânicas de um tubo
A figura 1 apresenta o desenho esquemático do curvamento por indução eletromagnética tanto para perfis com seções circulares como perfis com seções retangulares.
figura 2 é a foto de uma estrutura tubular curvada por indução eletromagnética aplicada na construção da estação de metrô Cidade Nova, na cidade do Rio de Janeiro.
Em um de seus trabalhos Meireles (2009) comenta sobre algumas variáveis que podem influenciar as propriedades de um tubo curvado e as condições de curvamento: dimensão do tubo reto, diâmetro, espessura, raio de curvamento, velocidade de curvamento, temperatura de curvamento, velocidade de resfriamento e composição química do aço. Essas variáveis interferem diretamente no surgimento de diferentes fases na microestrutura do material.
Propriedades mecânicas de um tubo
 Visando observar a influência do curvamento por indução, realizou-se um trabalho de análise e comparação com os requisitos dos documentos normativos (referentes às propriedades mecânicas) de um tubo fabricado pelo processo U-O-E a partir de chapas em aço estrutural ASTM A 572 GR 50 (2007) e utilizado na fabricação de um edifício após o processo de curvamento por indução eletromagnética. Para garantir a aleatoriedade dos resultados, e assim garantir a aplicabilidade do processo para a fabricação de estruturas metálicas optou-se por não executar curvas específicas para este estudo, sendo utilizadas partes de curvas que utilizaram os mesmos parâmetros. Os parâmetros utilizados para o curvamento foram temperatura de 900ºC, raio de aproximadamente 7632 mm, velocidade do processo 1,9mm/s, taxa de resfriamento de 90ºC/s, espessura e diâmetro do tubo respectivamente 14,3mm e 457 mm.
As análises consistiram em caracterizações das propriedades mecânicas do tubo reto na condição recebida e do tubo curvado, sendo que este último foi submetido ao ensaio de tração, em suas três principais regiões no sentido do comprimento do tubo: intradorso, extradorso e linha neutra oposta à solda, baseado na norma ASTM A 370 (2009) conforme Figura 3.
Os resultados do ensaio de tração apresentaram-se superiores aos valores mínimos exigidos pela norma do aço ASTM A 572 GR50 (2007), tanto para o limite de escoamento (LE) e quanto para o limite de resistência (LR). Com base Tabela 1.
Visando observar a influência do curvamento por indução, realizou-se um trabalho de análise e comparação com os requisitos dos documentos normativos (referentes às propriedades mecânicas) de um tubo fabricado pelo processo U-O-E a partir de chapas em aço estrutural ASTM A 572 GR 50 (2007) e utilizado na fabricação de um edifício após o processo de curvamento por indução eletromagnética. Para garantir a aleatoriedade dos resultados, e assim garantir a aplicabilidade do processo para a fabricação de estruturas metálicas optou-se por não executar curvas específicas para este estudo, sendo utilizadas partes de curvas que utilizaram os mesmos parâmetros. Os parâmetros utilizados para o curvamento foram temperatura de 900ºC, raio de aproximadamente 7632 mm, velocidade do processo 1,9mm/s, taxa de resfriamento de 90ºC/s, espessura e diâmetro do tubo respectivamente 14,3mm e 457 mm.
As análises consistiram em caracterizações das propriedades mecânicas do tubo reto na condição recebida e do tubo curvado, sendo que este último foi submetido ao ensaio de tração, em suas três principais regiões no sentido do comprimento do tubo: intradorso, extradorso e linha neutra oposta à solda, baseado na norma ASTM A 370 (2009) conforme Figura 3.
Os resultados do ensaio de tração apresentaram-se superiores aos valores mínimos exigidos pela norma do aço ASTM A 572 GR50 (2007), tanto para o limite de escoamento (LE) e quanto para o limite de resistência (LR). Com base Tabela 1.
.jpg) Na Figura 4 observa-se um aumento significativo no LR dos tubos curvados, o que não ocorre para o LE. Em um dos seus trabalhos Gorni et. al. (2002) sugerem que esse aumento no LR pode ser explicado pelo aumento da fração volumétrica de bainita e martensita que eleva o limite de resistência do material sem afetar seu limite de escoamento. A linha neutra apresentou maior LR seguida pelo intradorso, extradorso e tubo reto.
Na Figura 4 observa-se um aumento significativo no LR dos tubos curvados, o que não ocorre para o LE. Em um dos seus trabalhos Gorni et. al. (2002) sugerem que esse aumento no LR pode ser explicado pelo aumento da fração volumétrica de bainita e martensita que eleva o limite de resistência do material sem afetar seu limite de escoamento. A linha neutra apresentou maior LR seguida pelo intradorso, extradorso e tubo reto.
.jpg) Para a relação de LR/LE os valores apresentados (Figura 5) foram favoráveis, ficando todos acima do valor mínimo especificado pela norma, inclusive para o tubo reto. Observou-se um aumento considerável desta relação para os tubos curvados, este aumento apresentado pode ser considerado como consequência do aumento do limite de resistência conforme destacado por Ishikawa et. al. (2002) em um dos seus trabalhos.
Para a relação de LR/LE os valores apresentados (Figura 5) foram favoráveis, ficando todos acima do valor mínimo especificado pela norma, inclusive para o tubo reto. Observou-se um aumento considerável desta relação para os tubos curvados, este aumento apresentado pode ser considerado como consequência do aumento do limite de resistência conforme destacado por Ishikawa et. al. (2002) em um dos seus trabalhos.
.jpg) Os resultados do alongamento (AL) estão apresentados na figura 6. Pela norma ASTM A 572 (2007) o mínimo é determinado como 18%, no caso dos tubos analisados, os valores foram todos acima do mínimo requerido. Observa-se que as posições do tubo curvado apresentaram valores menores do que do tubo reto, esta diminuição já era esperada, refletindo o comportamento mecânico do material, ou seja, aumento do LR, diminuição do AL como destaca JUNIOR (2007).
Os resultados do alongamento (AL) estão apresentados na figura 6. Pela norma ASTM A 572 (2007) o mínimo é determinado como 18%, no caso dos tubos analisados, os valores foram todos acima do mínimo requerido. Observa-se que as posições do tubo curvado apresentaram valores menores do que do tubo reto, esta diminuição já era esperada, refletindo o comportamento mecânico do material, ou seja, aumento do LR, diminuição do AL como destaca JUNIOR (2007).
.jpg) Análise dimensional
Um dos aspectos importantes a serem observados após o curvamento é a análise da variação dimensional dos tubos. Durante o processo, o material sofre grande deformação plástica, sendo que o extradorso (região tracionada da curva) sofre redução de espessura, enquanto o intradorso (região comprimida) sofre aumento de espessura, como destaca MUTHMANN et. al. (2006), e pode ser observado com os gráficos das Figuras 7 e 8. Além disso, HU et. al. (1999) destacam também que o tubo poderá apresentar ovalização após o processo de curvamento.
Análise dimensional
Um dos aspectos importantes a serem observados após o curvamento é a análise da variação dimensional dos tubos. Durante o processo, o material sofre grande deformação plástica, sendo que o extradorso (região tracionada da curva) sofre redução de espessura, enquanto o intradorso (região comprimida) sofre aumento de espessura, como destaca MUTHMANN et. al. (2006), e pode ser observado com os gráficos das Figuras 7 e 8. Além disso, HU et. al. (1999) destacam também que o tubo poderá apresentar ovalização após o processo de curvamento.
.jpg)
.jpg) A Figura 9 mostra a distribuição do alongamento e compressão para uma curva de raio equivalente a 5 vezes o diâmetro (48? x 24 mm - Aço API) durante o curvamento.
A Figura 9 mostra a distribuição do alongamento e compressão para uma curva de raio equivalente a 5 vezes o diâmetro (48? x 24 mm - Aço API) durante o curvamento.
 Através dos resultados das inspeções realizadas após o curvamento foi elaborado o gráfico da Figura 10.
Através dos resultados das inspeções realizadas após o curvamento foi elaborado o gráfico da Figura 10.
.jpg) Observa-se que a variação de espessura e da ovalização é percentualmente menor em comparação com normas, por exemplo a ASTM A501, que permite a variação de -12,5% para a espessura e 1% para a ovalização. Esta pequena variação pode ser devido ao grande raio (aproximadamente 7632 mm).
Conclusões
Os resultados indicam que o curvamento por indução eletromagnética do tubo produzido com o aço ASTM A 572 GR 50 é viável considerando os parâmetros utilizados. O limite de escoamento não sofreu aumento significativo para todas as partes do tubo curvado. O limite de resistência sofreu aumento para todas as partes do tubo curvado, corroborando o aumento da relação LR/LE.
O processo de curvamento não comprometeu as propriedades mecânicas do aço, havendo inclusive melhorias significativas nestas propriedades, sendo assim favorável a sua aplicação em estruturas metálicas. Além disto, a variação dimensional se apresentou muito inferior ao limite mínimo da norma.
Agradecimentos
Os autores agradecem às empresas USIMINAS MECÂNICA S/A por disponibilizar as amostras e pela realização dos ensaios mecânicos e PROTUBO pelo fornecimento de informações técnicas sobre o curvamento.
Fonte: CBCA - Artigos Técnicos - Revista Construção Metálica - Edição 102 - 2011
Referências
? AMERICAN SOCIETY FOR TESTING AND MATERIALS.ASTM A572/572M ?07: Standard specification for high-strength lo-alloy columbium-vanadium structural steel. USA, 2007.
? ASTM A370 ? 09a: Standard test methods and definitions for mechanical testing of steel products. USA, 2009.
? D UTTA, D.; WARDENIER, J., YEOMANS, N., SAKAE, K., BUCAK, Ö., PACKER, J.A. Design guide for fabrication, assembly and erection of hollow section structure. Germany: CIDETEC, 1998.
? GORNI , Antonio Augusto; FREITAS, Flávio Viana de;REIS, Jackson Soares de Souza; SILVEIRA, José Herbert Dolabela da; CAVALCANTI, Celso Gomes. Fatores que afetam a razão elástica de chapas grossas de aço microligado. Seminário de laminação, processos e produtos laminados e revenidos, 39, 2002, Ouro Preto. Belo Horizonte: Tec Arte Editora Ltda. 2002. Pag 207-216.
? JUNIOR, Ulisses Barbosa; Efeitos dos tratamentos térmicos de normalização, resfriamento rápido e alivio de tensões no aço ASTM A 516 grau 70, utilizado na fabricação de vasos de pressão. Dissertação de Mestrado ? Universidade Estadual Paulista, - São Paulo, 2007.
? ISHIKAWA, N.; ENDO, S. LONDO, J., TAKAGISHI, M. Development of X80 grade Induction Bend Pipe. 21st International Conference of Offshore Mechanics and Arctic Engineering. June 23-28, 2002, Oslo, Norway;
? MEIRELES, A. M. Avaliação dos parâmetros de curvamento por indução em tubos da classe API 5L X80. Dissertação de Mestrado ? Instituto Militar de Engenharia - Rio de Janeiro, 2009.
? MUTHMANN E. e GRIMPE F. Fabrication of hot induction bends from LSAW large diameter pipes manufactured from TMCP plate. Microalloyed Steels for the Oil & Gas International Symposium January 22-27, 2006, Araxá, Brazil;
? N UIC, Laila; ARAUJO, Ernani Carlos de; SOUZA, Henor Artur de; Sistemas Estruturais Curvos Modulados em Arcos Especial. Disponível em: www. vmtubes.com.br/.../Artigo%20estruturas%20tubulares.doc. Acesso em:20/09/2010.
? Palatnik , Sidnei. Foto da Estação Cidade Nova. Acervo de Imagens, 01 de Maio de 2011.
? PROTUBO ? Primus processamento de Tubos S/A. Parâmetros de curvamento. Mensagem pessoal enviada para os autores; 28 de agosto de 2010.
? VERHOEVEN, John D. Stell metallurgy for the non-metallurgists. 1ª Ed. USA: ASM Internacional, 2007.
Observa-se que a variação de espessura e da ovalização é percentualmente menor em comparação com normas, por exemplo a ASTM A501, que permite a variação de -12,5% para a espessura e 1% para a ovalização. Esta pequena variação pode ser devido ao grande raio (aproximadamente 7632 mm).
Conclusões
Os resultados indicam que o curvamento por indução eletromagnética do tubo produzido com o aço ASTM A 572 GR 50 é viável considerando os parâmetros utilizados. O limite de escoamento não sofreu aumento significativo para todas as partes do tubo curvado. O limite de resistência sofreu aumento para todas as partes do tubo curvado, corroborando o aumento da relação LR/LE.
O processo de curvamento não comprometeu as propriedades mecânicas do aço, havendo inclusive melhorias significativas nestas propriedades, sendo assim favorável a sua aplicação em estruturas metálicas. Além disto, a variação dimensional se apresentou muito inferior ao limite mínimo da norma.
Agradecimentos
Os autores agradecem às empresas USIMINAS MECÂNICA S/A por disponibilizar as amostras e pela realização dos ensaios mecânicos e PROTUBO pelo fornecimento de informações técnicas sobre o curvamento.
Fonte: CBCA - Artigos Técnicos - Revista Construção Metálica - Edição 102 - 2011
Referências
? AMERICAN SOCIETY FOR TESTING AND MATERIALS.ASTM A572/572M ?07: Standard specification for high-strength lo-alloy columbium-vanadium structural steel. USA, 2007.
? ASTM A370 ? 09a: Standard test methods and definitions for mechanical testing of steel products. USA, 2009.
? D UTTA, D.; WARDENIER, J., YEOMANS, N., SAKAE, K., BUCAK, Ö., PACKER, J.A. Design guide for fabrication, assembly and erection of hollow section structure. Germany: CIDETEC, 1998.
? GORNI , Antonio Augusto; FREITAS, Flávio Viana de;REIS, Jackson Soares de Souza; SILVEIRA, José Herbert Dolabela da; CAVALCANTI, Celso Gomes. Fatores que afetam a razão elástica de chapas grossas de aço microligado. Seminário de laminação, processos e produtos laminados e revenidos, 39, 2002, Ouro Preto. Belo Horizonte: Tec Arte Editora Ltda. 2002. Pag 207-216.
? JUNIOR, Ulisses Barbosa; Efeitos dos tratamentos térmicos de normalização, resfriamento rápido e alivio de tensões no aço ASTM A 516 grau 70, utilizado na fabricação de vasos de pressão. Dissertação de Mestrado ? Universidade Estadual Paulista, - São Paulo, 2007.
? ISHIKAWA, N.; ENDO, S. LONDO, J., TAKAGISHI, M. Development of X80 grade Induction Bend Pipe. 21st International Conference of Offshore Mechanics and Arctic Engineering. June 23-28, 2002, Oslo, Norway;
? MEIRELES, A. M. Avaliação dos parâmetros de curvamento por indução em tubos da classe API 5L X80. Dissertação de Mestrado ? Instituto Militar de Engenharia - Rio de Janeiro, 2009.
? MUTHMANN E. e GRIMPE F. Fabrication of hot induction bends from LSAW large diameter pipes manufactured from TMCP plate. Microalloyed Steels for the Oil & Gas International Symposium January 22-27, 2006, Araxá, Brazil;
? N UIC, Laila; ARAUJO, Ernani Carlos de; SOUZA, Henor Artur de; Sistemas Estruturais Curvos Modulados em Arcos Especial. Disponível em: www. vmtubes.com.br/.../Artigo%20estruturas%20tubulares.doc. Acesso em:20/09/2010.
? Palatnik , Sidnei. Foto da Estação Cidade Nova. Acervo de Imagens, 01 de Maio de 2011.
? PROTUBO ? Primus processamento de Tubos S/A. Parâmetros de curvamento. Mensagem pessoal enviada para os autores; 28 de agosto de 2010.
? VERHOEVEN, John D. Stell metallurgy for the non-metallurgists. 1ª Ed. USA: ASM Internacional, 2007.
Autor: Tubonasa
VEJA TAMBÉM!
Qual o melhor metalon ou alumínio?
Metalon e alumínio são materiais usados com frequência na fabricação de estruturas...
Aço carbono: o que é e para que serve?
Quer saber se o aço carbono enferruja e tirar outras dúvidas sobre...
O que é ASTM A500, função, propriedades e norma equivalente
Dúvidas sobre a ASTM A500? A gente traz um guia completo sobre...